
检测成就品质
提供拉力机,试验机,试验箱全套解决方案
服务热线
13482488155
SHK-K103熔体流动速率仪 一、 用途 : 熔体流动速率仪是按GB3682-2018的试验方法测定塑性高聚物在高温下流动性能的仪器,用于聚乙烯、聚丙烯、聚甲醛、ABS 树脂、聚碳酸酯、位的生产和研究之中。 二、 主要特征: 1、挤压出料部分: 出料口直径:2.0950.005毫米 出料口长度:8.0000.025毫米 装料筒直径:9.5500.025毫米 装料筒长度:1520.1毫米 活塞杆头直径:9.4750.015毫米 活塞杆头长度:6.3500.100毫米 2、标准试验力 1 级:0.325 kg=(活塞杆+砝码托盘+隔热套+1号砝码体
熔体流动速率仪是按GB3682-2018的试验方法测定塑性高聚物在高温下流动性能的仪器,用于聚乙烯、聚丙烯、聚甲醛、ABS 树脂、聚碳酸酯、位的生产和研究之中。
1、 挤压出料部分:
出料口直径:Φ2.095±0.005毫米
出料口长度:8.000±0.025毫米
装料筒直径:Φ9.550±0.025毫米
装料筒长度:152±0.1毫米
活塞杆头直径:9.475±0.015毫米
活塞杆头长度:6.350±0.100毫米
砝码质量相对误差≤0.5%(选配)。
3、 温度范围:室温-400℃
4、 恒温精度:±0.5℃。
5、 电源:220V±10% 50Hz
6、 工作环境条件:环境温度为10℃-40℃;环境相对湿度为30%-80%;周围无腐蚀性介质,无较强的空气对流;周围无振动、无较强的磁场干扰。
7、 仪器外形尺寸:250×350×600=(宽×厚×高)
熔体流动速率仪是一种挤出塑料计。它是在规定温度条件下,用高温加热炉使被测物达到熔融状态。这种熔融状态的被测物,在规定的砝码的负荷重力下通过一定直径的小孔进行挤出试验。在工业企业的塑料生产中及科研单位的研究中,经常用“熔体(质量)流动速率”来表示高分子材料在熔融状态下的流动性、粘度等物理性能。所谓熔融指数就是指挤出物各段试样的平均重量折算为10分钟的挤出量。
1,熔体(质量)流动速率仪用MFR表示,单位为:克/10分钟(g/min)公式表示:MFR(θ、mnom )=tref .m/t
式中: θ—— 试验温度
mnom— 标称负荷Kg
m —— 切断的平均质量g
tref —— 参比时间(10min), S ( 600s )
t —— 切断的时间间隔s
例:一组塑料试样,每30秒钟切取一段,各段质量的结果是:0.0816克、0.0862克、0.0815克、0.0895克、0.0825克取。
平均值m =(0.0816+0.0862+0.0815+0.0895+0.0825)÷5=0.0843(克)
代入公式:MFR=600×0.0843/30=1.686(克/10分钟)
2,熔体(体积)流动速率仪用MVR表示,单位为:立方厘米/10分钟(㎝3/10min)公式表示:MvR(θ、mnom ) = A.Tref.L/T
式中:θ—— 试验温度
mnom— 标称负荷Kg
A —— 活塞和料筒截面积平均值(等于0.711cm3)
tref —— 参比时间(10min), S ( 600s )
t —— 预定测量时间或者各个测量时间的平均值
L—— 活塞移动预定测量距离或各个测量距离平均值
本仪器由加热炉和控温系统所组成并安装在机身(立柱)底座上。
温控部分采用单片机调功率控温方式,它的抗干扰能力强,控温精度高,控制稳定,炉内加热丝按一定规律缠绕在加热棒上,使温度梯度为最小,以满足标准要求。
1,仪器结构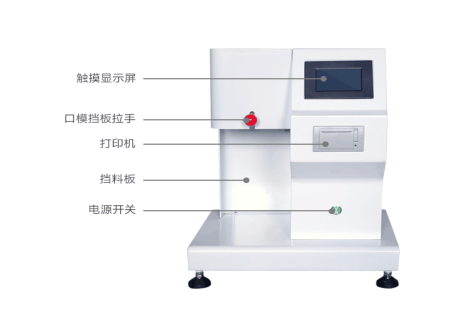
五. 安装
仪器在搬运过程中要避免剧烈的振动和机械损伤,若由于包装箱体破损,请及时与相关运输部门联系并通知我公司,请操作者不要自行处理。
按照装箱单,对随机附件逐一核对,附件若与装箱单不符,请及时与我公司联系。
该仪器应安放在牢固平稳的工作台上,工作台高600mm为宜。在试验之前首先进行下面的操作:
将水平仪插入料筒内,调整机身底部的地脚螺钉,直到水平仪上的水准泡移到水平仪的中心圆圈内,表明仪器已调整到水平。将水平仪取出存放。
注意:水准泡移向哪边,说明哪边高,需降低哪边的高度,如果仪器位置进行变更,则要重新进行水平调整。在调整水平时,炉体不允许通电加热,不能在炉温高于50℃时把水平仪插入料筒内,以免烧坏水平仪。
将炉体外手柄向内推到底,把口模放到料筒上口处,可用口模清理棒或加料顶杆辅助口模滑入料筒底部,落在料筒底部挡板上。注意不要用力过猛以免将料筒内壁划伤。将炉体外手柄向外拉出,口模可从炉体底部经落料区滑出(如不能滑出则用加料顶杆从料筒上部微压即可)。
辅助主机部分完成试验的装置,由料筒、活塞、口模、砝码、刮刀、装料漏斗、加料顶杆等。
2.3.1 料筒,料筒置于炉体内腔,材料为合金钢,内壁硬度较高,并具有耐腐蚀性。内径为(9.550±0.025)mm,长度为160mm。
2.3.2 活塞,活塞材质为耐腐蚀合金钢,硬度略低于料筒内壁硬度。活塞全长193mm,有效长度175mm,活塞杆直径为9mm,轴线弯曲不大于0.02%。活塞头长度为(6.35±0.10)mm,其直径比料筒内径小(0.075±0.010)mm,表面粗糙度小于0.25μm。活塞头下部边缘倒角的半径为0.4mm。活塞杆上标记有五条刻线,最外面两条是ISO1133规定的试验区间,其余三条是ASTM D 1238测试方法规定的,根据采用的测试标准,在试验时选择不同的参考线。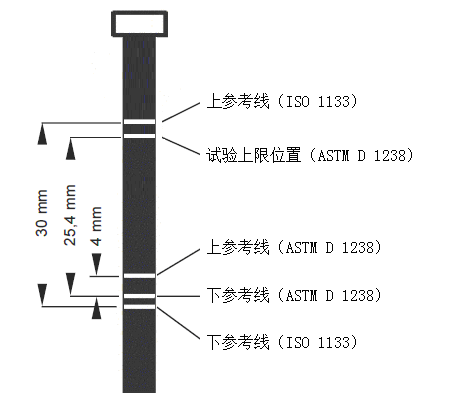
2.3.3 口模,用碳化钨制成,口模外径与料筒内径成间隙配合,口模内径为(2.095±0.005)mm,内壁粗糙度小于0.25μm,高度为(8.000±0.025)mm。
2.3.4 砝码,负荷是砝码、托盘和活塞重量之和,精度为±0.5%。
2.3.5 漏斗及加料顶杆,漏斗及加料顶杆是加料装置。把漏斗插入料筒内,试验时把预先称重处理好的试样经漏斗填入料筒内,再迅速用加料顶杆压实。
3.1.1试样准备:在进行试验之前,为使测量结果准确,要按产品标准准备好试样(有的试样需提前进行干燥处理)。试样形状:颗粒、粉料、小块、薄片等形状。
根据试样的预计流动速率按下表称取试样。
试样加入量与切样时间间隔关系表
| 流 动 速 率(g/10min) | 试 样 加 入 量(g) | 切 样 时 间 间 隔(S) |
|
0.1~0.5 >0.5~1.0 >1.0~3.5 >3.5~10 >10~25 |
3~5 4~6 4~6 4~8 4~8 |
240 120 60 30 5~15 |
注:
l 易氧化降解的试样,在装料前,须用氮气吹扫料筒。
l 如果本试验中所测得的数值小于0.1g/10min或大于100g/10min,建议不测熔体流动速率。
l 当材料密度大于1.0g/cm3时,可能需增加试样量。
3.1.5 准备备用品: A隔热手套1副; B口模清理棒;C漏斗;D加料顶杆; E擦拭活塞、口模、料筒用的纱布和软布;F将一条宽约50mm左右的纱布条从料筒清洗棒头部起,螺旋形缠绕在料筒清洗棒上,缠绕后的料筒清洗棒直径应能插入料筒内且松紧适宜。
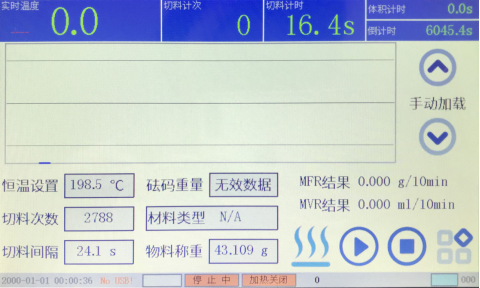
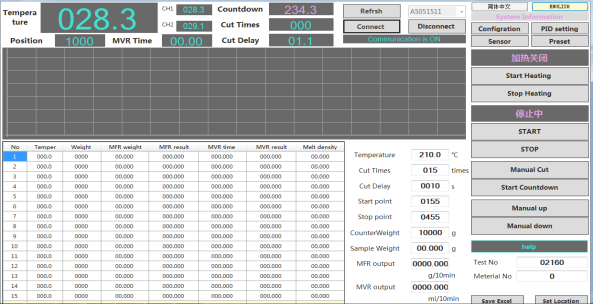
通电开机后屏显如下图所示: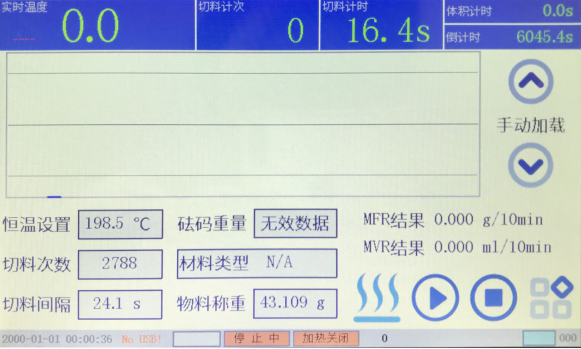
l 上图是开机之后的主界面,也是我们操作所在的界面,图片的上面蓝色区域为显示的实际温度,编码器位移数据,编码器的计时,和切料时间,切料次数等,蓝色区域最右侧为倒计时(倒计时是指材料放入料筒之后的预热时间,分GB和ASTM的区别,一般GB规定的为4min,ASTM规定为5min)。
l 中间空白区域为温度曲线显示,显示的是实时曲线,再往下看,MFR和MVR,分别表示质量法熔融指数和体积法熔融指数,材料类型,和功能键,其中  表示升温或者关闭升温,
表示升温或者关闭升温,  表示启动(自动切割的启动功能键),
表示启动(自动切割的启动功能键),  表示停止(停止切割取料等).
表示停止(停止切割取料等).
点击右下角  菜单功能键,可进入如下主选择菜单界面。
菜单功能键,可进入如下主选择菜单界面。
 选择菜单界面显示如下:
选择菜单界面显示如下:
此为主选择菜单界面,从左上第一个功能开始,分别为:
1,试验设置:设置试验参数(材料编号,材料名称,试验砝码,MFR结果,MVR结果,和熔融密度等数据),如下图所示: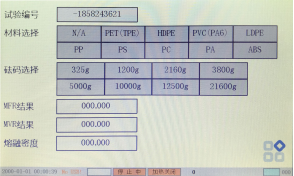
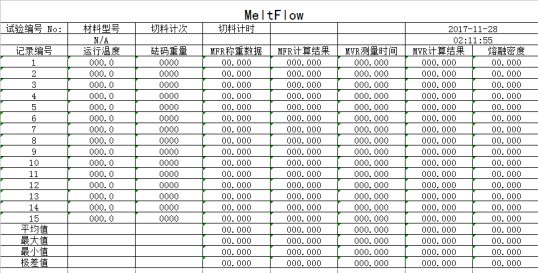
2,试验报告:测试完成后,显示试验结果的界面,如下所示:
3,时间日期:显示系统的时间日期等功能,可更改。
4,打印设置:选打印机的传输比例,不可更改)
5,数据保存:用于保存系统参数,此功能尚不对客户开放.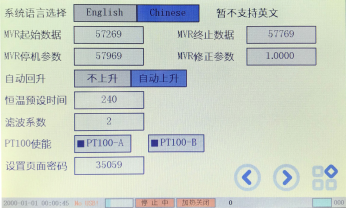 6,系统设置:用于厂商调整内部参数,校准温度以及其他功能使用,如调整,请联系厂家,如下所示:
6,系统设置:用于厂商调整内部参数,校准温度以及其他功能使用,如调整,请联系厂家,如下所示:
试验前准备工作
自动加载砝码设置:先进入试验设置界面,选择所测试材料名称和编号,选择需要的砝码(砝码标准参照GB-3682),选择完成后,砝码加载机构进行砝码选定,此步骤不需要人为干预,时间持续数秒,然后按菜单键“  ”,进入操作界面,点击恒温设置设置所需温度(温度标准参照GB-3682或说明书附表1),
”,进入操作界面,点击恒温设置设置所需温度(温度标准参照GB-3682或说明书附表1),
砝码重量自动显示所需重量, 点击升温功能键,开始升温,左上角温度显示升温中,整个过程大约10分钟。此时我们可以先将口模放置在料筒内。
本仪器可进行质量法和体积法的两种试验,具体操作方式下面进行简单介绍。
在主操作界面如下图所示:
l 倒计时结束后,将所需砝码加于活塞杆上方,此时因为受到重力因素,塑料开始从口模中挤出,当活塞杆下刻度线和仪器外壳表面平行的时候(标准未要求一定要平行,只是规定了取料要在两个刻度线中间取),点击“启动”按钮,进行试验控制,系统根据配置信息,控制切料电机进行切料,一般情况取料为3-5段,样条冷却后,置于天平上,分别称重,输入到“物料称重”,或计算质量平均值,输入到“称重重量”中;系统自动计算测试结果,界面显示本次试验的质量流动速率。
l 按要求清洗料桶及口模,防止样料碳化影响仪器精度。
备注:加完料后,按倒计时,按照标准时间倒计时完成后,砝码会自动加载,无需按屏幕右侧的手动加载键。
计算公式:
熔体(质量)流动速率仪用MFR表示,单位为:克/10分钟(g/min)公式表示:MFR(θ、mnom ) =tref .m/t
式中: θ—— 试验温度
mnom— 标称负荷Kg
m —— 切断的平均质量g
tref —— 参比时间(10min), S ( 600s )
t —— 切断的时间间隔
注意:
若试样流动速率高于10g/10min,则预热时试样会有较大损失,在这种情况下预热期间可以不加砝码或加较小的砝码,在4min预热结束后换成所需的砝码。
3.3 体积法试验
体积法的操作:
在测试体积法之前,要将体积的位移测量装置归零(接近垂直状态),如下图所示:

图1 图2
把试样加入料筒后用压料顶杆压实,把活塞杆重新放入料筒中,然后点击屏幕上面的倒计时,开始测试模式
备注:切记切割时间要设置为999S,次数大于1次即可,体积法无需切割。
当4分钟倒计时完成之后,将所需砝码压在活塞杆上,这个时候由于增加重量,料会较快速流出,当流至下刻度线于表面平行的时候,会出现滴的一声,表示测试完成。然后在设置项的试验结果处,会出现测试结果,此时测试完成。
假如我们要进项多次试验,那么需要在清理完成之后,将位移测量装置(位移测量杆)归位,并且点击屏幕运行按键,然后再按一次停止即可完成位移清零,然后在进行下一次试验。
在主界面下,像做质量法测试一样,设置材料的实验温度,砝码和编号等(体积法测试切割时间设置为999S,次数999次,因为体积法无需切割称重),升温以及恒温后,然后加料,放入活塞杆,将砝码托盘顺时针置于活塞杆上方,在放活塞杆之前,我们将左侧的编码器的延长测试针,旋转至活塞杆延长杆下方
l 此时的MVR的数据,随着活塞杆的下降,材料的挤出,开始变动(MVR起始数据一般为1000)
l 当活塞杆的下刻线与仪器外壳齐平时,系统开始自动测量, 在测量过程中, 除测量“启动/停止”按钮可进行操作外,其它按钮不能进行操作,当活塞杆的上刻度线与仪器外壳平齐时,体积测量结束,此时电机自动上升至顶端,试验结束后MVR出自动显示所计算的体积流动速率MVR。
l 按仪器要求进行清洗。
熔体(体积)流动速率仪用MVR表示,单位为:立方厘米/10分钟(㎝3/10min)公式表示:MvR(θ、mnom ) = A.Tref.L/T
式中:θ—— 试验温度
mnom— 标称负荷Kg
A —— 活塞和料筒截面积平均值(等于0.711cm3)
tref —— 参比时间(10min), S ( 600s )
t —— 预定测量时间或者各个测量时间的平均值
L—— 活塞移动预定测量距离或各个测量距离平均值
注意:
1,做体积法的时间,不能按“启动”按钮,不然MVR位置数据会恢复默认的1000,测试就无法完成。
2,每次做完一次体积法之后,需要将编码器延长测试针恢复到原始位置,点击一下“停止”键,MVR位置则会恢复默认1000(此步骤是为了消除编码上一次测试产生的丢步等问题)
在主界面下,像做质量法测试一样,设置材料的实验温度,砝码和编号等(切割时间按质量法设置一样,次数也是一样,比如设置10秒切割一次,切割10次等),升温以及恒温后,然后加料,放入活塞杆,将砝码托盘顺时针置于活塞杆上方,在放活塞杆之前,我们将左侧的编码器的延长测试针,旋转至活塞杆延长杆下方,点击倒计时功能,此刻等待4或6min。
倒计时完成后,砝码脱落,开始自动加载砝码,此刻体积法位移开始计时,当活塞杆下刻度线到达机器机器外壳平面的时候,系统开始自动切割,切割时间次数按照设置的进行。等待切割完成(如切割时间过长,会按照上刻度线为标准,自动停止测试),此时体积法自动得出结果,将自动切割出的一段一段试条,拿电子称称重,在“物料重量”输入称重结果,算出质量法结果,同时,计算出熔融密度值。
熔融密度计算公式1:熔融密度(FRR)是指材料的质量法熔融指数(MFR)和体积法熔融指数(MVR)的比值,是研究高分子的一项重要参数,用来表示分子量对流变行为的影响,计算公式如下:
熔融密度(g/cm3)=MFR/MVR
备注:当一种材料我们做完质量法测试之后,然后在进行体积法测试,当体积法测试完成后,熔融密度自动计算出其比值,也就是熔融密度
熔融密度计算公式2:
m:活塞移动3cm时(即活塞杆的第一刻度线到第二刻度线的距离)的质量,单位g。
A:料筒横截面积和活塞杆的平均值(标准数据为固定的),等于0.711cm2,单位平方厘米
L:活塞杆移动的测量距离或者预定的测量距离平均值,单位CM(这个距离一般等同于m)
举例:比如活塞杆两刻度线距离为L=3cm,从第一刻度线开始切割一次,到第二刻度线切割一次,取得一条试样,重量为1g,那么熔融密度为:1g/0.711cm2*3cm==0.4688g/cm3.
l 同时,也可以通过体积法,输入密度,得出质量法(此密度为熔融密度,区别于常温密度),具体操作如下,先通过试验,得出MVR数据,然后称重重量处输入O0.000,将MFR清零,在密度处输入密度,确认OK之后,自动计算出MFR
注意:通过MVR和密度算出质量法,密度必须为熔融后的密度,此方法只作为参考。
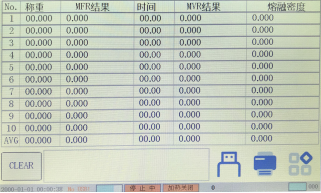
l 在主界面中,点击“下一页”按钮进入测试结果界面,如下图所示:
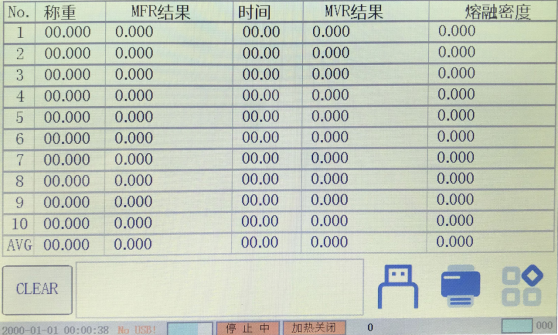
l 可以存储10组实验数据,分别列出了MFR和MVR,点击打印机图标即可打印数据,做完10组试验后,点击CLEAR,所有数据清零。
l 点击U盘图标,在仪器后面电源线插孔旁边,即可导出测试数据。
l 将主机的USB连接到电脑上,然后双击打开软件。
l 
l 打开界面如下所示:
l 首先,点击寻找设备,此时后面出现一个端口信息,然后点击连接设备,这时设备和软件建立了通讯,通过以上界面可以直接设置并保存所有触摸上的数据,具体操作方式同触摸屏相似。
l 测试完成后,我们可以将测试报告保存在指定的位置,保存方式如下所示:

l 点击保存位置,可以随意指定文件夹,然后点击保存EXCEL,即可在电脑的此目录查看数据,
注意:此软件需要在一定的操作系统下使用,目前不再支持WINDOWS XP系统。
如通讯不成功,请查看是否安装了
l 位移计量,本系统以第一条环线为零位,将活塞杆放入料桶内,正确安装位移测量装置,将活塞杆缓缓提出,当活塞杆第一条环线与料桶齐平时,记录屏幕上方的MVR位置数据,为编码器起始位置,当活塞杆第二条环线与料桶齐平时,记录屏幕上方的MVR位置数据,为编码器终止位置,在设置参数里面,分别输入起始的数据和终止数据,调整完成。
l 计时计量,使用秒表对系统计时器进行计量,点击“计时开始”按钮开始计时,点击“计时停止”按钮停止计时;
l 温度计量,将温度计探头插入料筒内,插入之前要将口模放入料筒中,等待温度计的温度到达并稳定5min后,读取温度计实际数据,并记录之,然后点击系统设置,,一直进入下一页,直到一下界面,
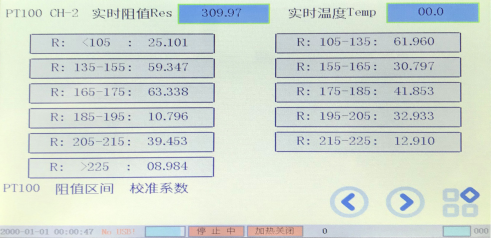
校准方法为:实际温度/显示温度*原始数值
其中:实际温度为温度计测量的温度
显示温度为触摸屏显示的温度
对应的这一段的数值
例如,校准200℃,实际测量为201℃,我们在进入到上一界面,然后查看右上角的电阻值(每一个温度点,都会对应一个电阻值,假设200℃电阻值为192Ω)我们找到190-200Ω,那么就是201/200*1.00=1.005,将1.005带入到190-200Ω这一段,然后替换之。等待1分钟,关机,校准完成。
注意:因为加热部分采用的是上下独立的双温控系统,上图中PT100-CH2,为下加热套,PT100-CH1为上部加热套,所以校准的时候,一般校准下部,也就是校准PT100-CH2所对应的电阻值
试验完成后,应及时对仪器进行清洗,否则会影响本仪器的性能。
3.7.1活塞清洗:由于熔融料的粘附,活塞在直接提起的时候,阻力可能很大,此时可一边顺时针转动基础砝码,一边渐渐向上提起。
3.7.2口模清洗:把挡板拉轴向左拉出,用加料顶杆把口模从炉体下方顶出,同时,带着隔热手套在炉体下方接住口模。迅速用口模清理棒将口模孔内残余热料顶出,然后用纱布或软布把口模外表面擦拭干净。
3.7.3料筒清洗:用缠绕带纱布的清洗杆插入料筒内迅速上下擦拭,到干净为止。
注意:清洗和试验操作中应带隔热手套,以免烫伤。以上操作都要趁热进行,对一些难清洗的试样可适当加些润滑物(如硅油、石蜡或其他化学试剂)辅助清洗。禁止使用可能损坏活塞、料筒或口模表面的磨料或材料。
4.仪器存放、维护保养
4.1 本仪器及其附件必须置于干燥的环境内。
4.2 在试验完毕附件必须加抹防锈脂,在试验前除掉防锈脂。
4.3 在试验完成之后,必须关掉电源,以免发生意外情况。
附录A
测定熔体流动速率的试验条件
所用试验条件应由相应材料命名或规格标准规定,表A1列出了已证明是适用的试验条件。
| 条件(字母代号) | 试验温度θ,℃ | 标称负荷(组合)mnom,kg |
| A | 250 | 2.16 |
| B | 150 | 2.16 |
| D | 190 | 2.16 |
| E | 190 | 0.325 |
| F | 190 | 10.00 |
| G | 190 | 21.6 |
| H | 200 | 5.00 |
| M | 230 | 2.16 |
| N | 230 | 3.80 |
| S | 280 | 2.16 |
| T | 190 | 5.00 |
| U | 220 | 10.00 |
| W | 300 | 1.20 |
| Z | 125 | 0.325 |
| 注:如果将来需要使用本表中未列出的试验条件,例如,对新的热塑性材料, 则只可选择本表中已使用的负荷和温度 | ||
热塑性材料的试验条件
| 材料 | 条件(字母代号) | 试验温度θ,℃ | 标称负荷(组合)mnom,kg |
| PS | H | 200 | 5.00tuy743 |
| PE | D | 190 | 2.16 |
| PE | E | 190 | 0.325 |
| PE | G | 190 | 21.60 |
| PE | T | 190 | 5.00 |
| PP | M | 230 | 2.16 |
| PP | 230 | 5.00 | |
| ABS | U | 220 | 10.00 |
| ABS | 240 | 10.00 | |
| ABS | 265 | 10.00 | |
| PS—1 | H | 200 | 5.00 |
| E/VAC | B | 150 | 2.16 |
| E/VAC | D | 190 | 2.16 |
| E/VAC | Z | 125 | 0.325 |
| SAN | U | 220 | 10.00 |
| ASA、ACS、AEDPS | U | 220 | 10.00 |
| ASA、AEDPS | 240 | 10.00 | |
| ASA、AEDPS | 265 | 10.00 | |
| PC | W | 300 | 1.20 |
| PMMA | N | 230 | 3.80 |
| PB | D | 190 | 2.16 |
| PB | F | 190 | 10.00 |
| PB | T | 190 | 5.00 |
| POM | D | 190 | 2.16 |
| PP | T | 190 | 5.00 |
| MABS | U | 220 | 10.00 |
| 常见问题 | 原因分析及通常处理方法 |
| 无显示或升温过程中显示消失 | 检查电源是否接好,电源保险是否被烧坏,电源地线是否接好 |
| 升温但不能恒温或加热超过设定温度很多还不停止 | 电源的电压波动过大,前级需接稳压电源 |
| 不加热 | 检查加热保险是否正常,如损坏更换即可 |
| 手柄不能自由推拉 | 可能是料筒内部有残余料没清除干净。设定一个温度直接加热,加热到一定温度,推拉手柄即可。每次试验完毕,应清理料筒及口模。 |
 扫一扫关注:检卓测试
扫一扫关注:检卓测试





")





